What Are Design Considerations For Microfluidic Channels?
In this article uFluidix manufacturing team describes microfluidic channels in a language that your cat will understand. Practical channel design tips related to microfabrication limitations or Microfluidics usage are given.
What Is Microfluidic Channel Used For?
1. Fluid Transport
Any continuous microfluidic device must have at least one Microchannel also known as Microfluidic channel. The main function of a microfluidic channel is to bring liquid into the device. The liquid could be a plain media such as PBS, water, or oil. Or it could be a liquid specimen such as blood, sweat, saliva, urine, semen, or sewage water. Alternatively, the liquid may just carry microparticles such as cells, organoids, hydrogel beads, or magnetic beads. Similarly, the fluid may deliver chemicals or reagents such as drugs, dyes, enzymes, or nutrition. Finally, the liquid might be a compound for chemical synthesis such as monomers, or extraction such as organic solvents. In all these cases microchannels are involved.
Not in all cases but in most of them, the microfluidic channel needs to take the liquid waste or product out as well. For example in organ-on-a-chip or tissue chips, where the cells are cultured inside a microfluidic chip. After food and possibly drug is fed to them, cells’ waste and the leftover of food must be taken out continuously. Other example of waste is when a washing media is applied to micropartciles trapped in the microfluidic device. Not all fluid transported out of the microfluidic chip is waste. Sometime products need to be collected. For example in droplet microfluidics, the microchannel must reliably deliver the droplets and their encapsulated contents out of the chip for downstream processing. Another example of product needing to be delivered out of the chips is liquid mixtures produced in micromixing devices. The exception to the above situations is the case of diagnostic cartridges. These devices often don’t let the liquid out, but there is a waste chamber within the cartridge that collects the reagents and the specimen. In all these cases the microfluidic channels facilitate the way out.
2. Functional Reasons
A microfluidic channel can be functional. That means in addition to transport the fluid, works as a reaction chamber, separation channels, imaging chamber, and many more uses. We have categorized these as type of microfluidic devices. To read more about types of microfluidic devices click here.
Geometry of Microfluidic Channels. Design Tips
To describe geometry of the microfluidic channel in your design, three specifications need to be given to the manufacturer. 1)Top view. 2) Cross section. 3) Longitudinal profile. Here we define these parameters and give simple tips to avoid design mistakes.
Top-view of the Microfluidic Chip
A top view is what is seen when the chip is looked from top!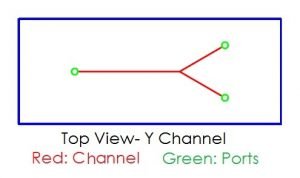 Manufacturer uses this drawing or image to get an idea about Microchannel length, its shape (straight, curved, T, cross, Y,…), inlet and outlet location, the distance between the channel and the chip edge, features density (what portion of the microfluidic chip area is populated with microfeatures), and separation of the channels or features from each other.
Manufacturer uses this drawing or image to get an idea about Microchannel length, its shape (straight, curved, T, cross, Y,…), inlet and outlet location, the distance between the channel and the chip edge, features density (what portion of the microfluidic chip area is populated with microfeatures), and separation of the channels or features from each other.
Design Tips: ![]() The ports need to be properly distanced for access to tubing or connections.
The ports need to be properly distanced for access to tubing or connections. ![]() The channels and the ports need to be in a safe distance from the chip edge. This is to avoid sporadic leakage.
The channels and the ports need to be in a safe distance from the chip edge. This is to avoid sporadic leakage. ![]() Avoid overcrowding the chip with too many channels or wells. This will facilitate de-molding, saving molds, and eventually saving money.
Avoid overcrowding the chip with too many channels or wells. This will facilitate de-molding, saving molds, and eventually saving money. ![]() Keep the chip layout (blue line in the image) as a rectangle if possible. This would help with parts dicing or cutting, and helps with parts unwanted warping.
Keep the chip layout (blue line in the image) as a rectangle if possible. This would help with parts dicing or cutting, and helps with parts unwanted warping.
Cross Section of the Microfluidic Channel
If the chip is sliced somewhere along the channel, then the cross section of the channel is revealed. 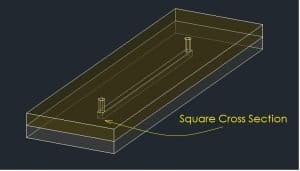 To illustrate, if you miniaturize yourself and travel Sci-Fi style into a microchannel, then the cross section is the frame you would see when you are looking along the channel? This could be a square, rectangle, circle, semi-circle, or trapezoid.
To illustrate, if you miniaturize yourself and travel Sci-Fi style into a microchannel, then the cross section is the frame you would see when you are looking along the channel? This could be a square, rectangle, circle, semi-circle, or trapezoid.
Design Tips: ![]() Avoid circular cross section. The microfluidic channels are made by layering. This means to make a circular cross section, two semi-circular channels need to be perfectly aligned on top of each other.
Avoid circular cross section. The microfluidic channels are made by layering. This means to make a circular cross section, two semi-circular channels need to be perfectly aligned on top of each other. ![]() Avoid semi circular cross section as much as possible too. Most microfluidic molds are made using etching, lithography, electroplating, CNC micromilling. It is very very difficult to obtain rounded cross sections.
Avoid semi circular cross section as much as possible too. Most microfluidic molds are made using etching, lithography, electroplating, CNC micromilling. It is very very difficult to obtain rounded cross sections. ![]() Avoid trapezoids. In your microfluidic design if the cross section has a slope along the channel width (varying depth), be worried. Larger channels with such trapezoidal cross section might be built using CNC micromilling, but most microfluidic channel cannot be made with such slanted bottoms.
Avoid trapezoids. In your microfluidic design if the cross section has a slope along the channel width (varying depth), be worried. Larger channels with such trapezoidal cross section might be built using CNC micromilling, but most microfluidic channel cannot be made with such slanted bottoms. ![]() Best cross section: rectangle, or square.
Best cross section: rectangle, or square. ![]() Avoid too wide microfluidic channel or too narrow channels. A very wide channel in which the width is much larger than the depth, would cause problems during bonding and sealing. In this case, the channel top and bottom might collapse on each other, and close the channel. On the other hand, a too narrow channel is created when the width is much smaller than the depth. Too narrow microchannel design causes de-molding issues. This means the mold would get stuck deep in the microfluidic channel and would either break upon ejection or damage the microchannel.
Avoid too wide microfluidic channel or too narrow channels. A very wide channel in which the width is much larger than the depth, would cause problems during bonding and sealing. In this case, the channel top and bottom might collapse on each other, and close the channel. On the other hand, a too narrow channel is created when the width is much smaller than the depth. Too narrow microchannel design causes de-molding issues. This means the mold would get stuck deep in the microfluidic channel and would either break upon ejection or damage the microchannel. ![]() The best rectangular cross section for microfluidic channels’ manufacture is a square. For example a 50um wide channel that is 50um deep!
The best rectangular cross section for microfluidic channels’ manufacture is a square. For example a 50um wide channel that is 50um deep!
Longitudinal Profile of the Microfluidic Channel
Longitudinal profile relates to how the depth varies along the microfluidic channel. 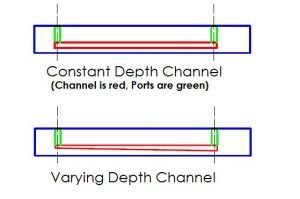 In most cases in Microfluidics the depth is constant. As an example, where all channels have 100um depth. But the depth may also need to change from inlet to outlet. For example when depth changes like a slope from 100um to 200um. Or changes step-wise , eg is 100um until a junction and then becomes 200um to the end. A microfluidic channel with constant depth needs a single layer mold, while the above two step channel requires a two-layer mold. There is often confusion when clients communicate with the manufacturer about multi-layer stuff. A “three layer mold” is different from a “three layer microfluidic device”. A 3-layer microfluidic device means the device is made of three physical layers. For example a PET membrane that is sandwiched between two PDMS layers. While a 3-layer mold means, there are 3 different steps of depth in the microchannels. This device, however, can be as simple as a single layer of PDMS sealed with a glass microscope slide.
In most cases in Microfluidics the depth is constant. As an example, where all channels have 100um depth. But the depth may also need to change from inlet to outlet. For example when depth changes like a slope from 100um to 200um. Or changes step-wise , eg is 100um until a junction and then becomes 200um to the end. A microfluidic channel with constant depth needs a single layer mold, while the above two step channel requires a two-layer mold. There is often confusion when clients communicate with the manufacturer about multi-layer stuff. A “three layer mold” is different from a “three layer microfluidic device”. A 3-layer microfluidic device means the device is made of three physical layers. For example a PET membrane that is sandwiched between two PDMS layers. While a 3-layer mold means, there are 3 different steps of depth in the microchannels. This device, however, can be as simple as a single layer of PDMS sealed with a glass microscope slide.
Design Tips: ![]() Keep the depth along the channels constant as much as possible.
Keep the depth along the channels constant as much as possible. ![]() If there is a need to change the depth then do it stepwise.
If there is a need to change the depth then do it stepwise. ![]() Less steps is better, and corresponds to lower fabrication cost.
Less steps is better, and corresponds to lower fabrication cost. ![]() Avoid ramps by all means, such as a 50um deep channel that linearly becomes 100um at the end. Such profiles may be made using CNC machining, but CNC machining is not a choice when thing get truly microfluidic!
Avoid ramps by all means, such as a 50um deep channel that linearly becomes 100um at the end. Such profiles may be made using CNC machining, but CNC machining is not a choice when thing get truly microfluidic!
What Are Other Considerations when Designing Microfluidic Channels?
Draft Angle is Important for Microfluidic Channel Fabrication
Draft Angle relates to how vertical the microchannel walls are made for ease of fabrication. 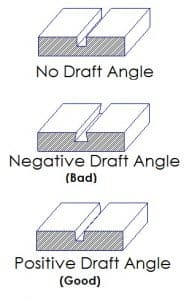 A perfectly vertical means there is no draft.
A perfectly vertical means there is no draft.
Design Tips: ![]() A Positive draft angle helps the tooling come out of the part easily, which is good (figure). A negative draft angle causes the tool to get stuck, jammed and cause headache.
A Positive draft angle helps the tooling come out of the part easily, which is good (figure). A negative draft angle causes the tool to get stuck, jammed and cause headache. ![]() Negative draft must be avoided in all type of casting parts, including injection molding, laminating, or embossing of microfluidic channels.
Negative draft must be avoided in all type of casting parts, including injection molding, laminating, or embossing of microfluidic channels. ![]() PDMS parts are elastomer and tolerate zero draft molds, but thermoplastic casting process would suffer from it.
PDMS parts are elastomer and tolerate zero draft molds, but thermoplastic casting process would suffer from it.
Can Microfluidic Channels be Stacked on Top of Each Other?
The simple answer is “yes”, but they need to be stacked from large width to narrow (from the parts surface). 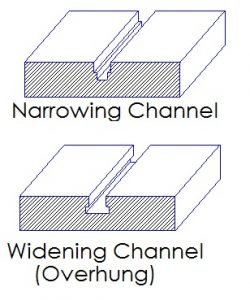 Molds for such microfluidic parts are usually made using multi step lithography or DRIE for regular microfluidic channels, or CNC micro machining for larger channels. The opposite to this case, is when channels are stacked such that they become wider as move away from the surface (figure). Although these molds could be made using sacrificial layers or 3D printing, but the casting process would suffer during demolding.
Molds for such microfluidic parts are usually made using multi step lithography or DRIE for regular microfluidic channels, or CNC micro machining for larger channels. The opposite to this case, is when channels are stacked such that they become wider as move away from the surface (figure). Although these molds could be made using sacrificial layers or 3D printing, but the casting process would suffer during demolding.
Design Tips: ![]() Overhung microfluidic channels or features must be avoided by all means.
Overhung microfluidic channels or features must be avoided by all means.
Does the Microchannel Geometry Affect Pressure Built Up in the Microfluidic Channel?
Two factors directly affect the pressure in the microfluidic channels. 1) Flow rate. Fast flow creates high pressure builds up at and around the inlet ports. It is a simple linear relationship; meaning double the flow rate, get doubled pressure. 2) The geometry of microfluidic channels. Longer channels create higher pressure. Similar to the flow rate effect, this is also linear. This means if pressure at the inlet is 1 Bar for a 10mm channel, it will be more or less about 2 Bars if the channel length is increased to 20mm. This statement assumes the flow rate and the channel cross section is the same in both cases. The cross section of the channel also affects the amount of pressure built up. Smaller cross section causes higher pressure. This means pressure at the inlet port of a 100umx100um cross section channel is higher than a 200umx200um channel, for the same flow rates and channel length. Unfortunately the relationship is not simple and linear. The relationship of pressure to the cross section depends on things like boundary layer effect and other jargons, but uFluidix engineers have created an online calculator to estimate the pressure for different fluid viscosity, flow rates, and channel geometries.
Why Pressure in the Microfluidic Channel Is So Important?
There are several reasons, but the top two reasons are: 1) Bursting. Too much pressure built up could cause the microfluidic channel to delaminate or fracture depending on how strong the bonding is. It could also cause the tubing to pop, or connections to burst or leak. ![]() As a general rule relative pressure in PDMs chips should be kept below 2Bars (200kPa, or 9 psi), and under 3Bars (13.5 psi) as a Maximum of all Maximums.
As a general rule relative pressure in PDMs chips should be kept below 2Bars (200kPa, or 9 psi), and under 3Bars (13.5 psi) as a Maximum of all Maximums. ![]() Thermoplastic chips could take more pressure of up to 10 Bars in rare situations, but question would be if the tubing/connection could hold! 2) Microparticles’ pressure tolerance. The second reason the pressure is important in microfluidic channels is the safety and well being of the micropartciles such as cell or droplets.
Thermoplastic chips could take more pressure of up to 10 Bars in rare situations, but question would be if the tubing/connection could hold! 2) Microparticles’ pressure tolerance. The second reason the pressure is important in microfluidic channels is the safety and well being of the micropartciles such as cell or droplets. ![]() One should always pay attention to how much pressure is too much. For example if a tumor cell is supposed to be alive after trapping, what is the maximum pressure allowed?
One should always pay attention to how much pressure is too much. For example if a tumor cell is supposed to be alive after trapping, what is the maximum pressure allowed?
I Must Have Small Cross Section for my Device to Work, How Do I Avoid High Pressure?
Design Tip. ![]() Often there are areas that must be small, such as flow focusing junctions, filters, traps, etc. This doesn’t mean the whole channel network need to be small. Using a two-layer mold is your answer. To illustrate, if a junction must be 10umx10um, the rest of microchannel from inlet to just before the junction, and from after the junction to the outlet could be made as a 100umx100um cross section. This could reduce the pressure at the inlet few hundred times! A two layer mold is costlier than a single layer (constant depth) one, but solves the problem.
Often there are areas that must be small, such as flow focusing junctions, filters, traps, etc. This doesn’t mean the whole channel network need to be small. Using a two-layer mold is your answer. To illustrate, if a junction must be 10umx10um, the rest of microchannel from inlet to just before the junction, and from after the junction to the outlet could be made as a 100umx100um cross section. This could reduce the pressure at the inlet few hundred times! A two layer mold is costlier than a single layer (constant depth) one, but solves the problem.
 Avoid This Popular Microfluidic Channel Design Mistake
Avoid This Popular Microfluidic Channel Design Mistake
 Avoid This Popular Microfluidic Channel Design Mistake
Avoid This Popular Microfluidic Channel Design MistakeOften the designers of Microfluidics make the channels too long, unnecessarily. For example if the area of interest is 10mm (about half an inch) long, there is no need to have a 100 mm channel (4 inches). A total of 25mm (one inch) channel would be enough in this case. This small change would reduce the pressure to about 1/4 in this case.

PDMS chips are not difficult to fabricate. So should you buy, or DIY?

Learn about different technologies used to fabricate Microfluidic chips and devices.